خانه » سوپر آلیاژ ها » سوپر آلیاژ های نیکل » هستلوی (Hastelloy) » هستلوی ان (Hastelloy N)
هستلوی N یک سوپرآلیاژ پیشرفته مبتنی بر نیکل است که به طور ویژه برای مقاومت در برابر محیطهای دمای بالا و شرایط خورنده طراحی شده است. این آلیاژ توسط شرکت آمریکایی Haynes International توسعه یافته و دارای ساختاری متالورژیکی است که امکان تحمل درازمدت در شرایط شدید حرارتی و شیمیایی را فراهم میکند.
ترکیب شیمیایی منحصر بهفرد، خواص فیزیکی پایدار و قابلیت مقاومت در برابر ترکهای ناشی از تنش و خوردگی در دماهای بالا، هستلوی N را به یکی از گزینههای کلیدی در طراحی قطعات با طول عمر بالا تبدیل کرده است.
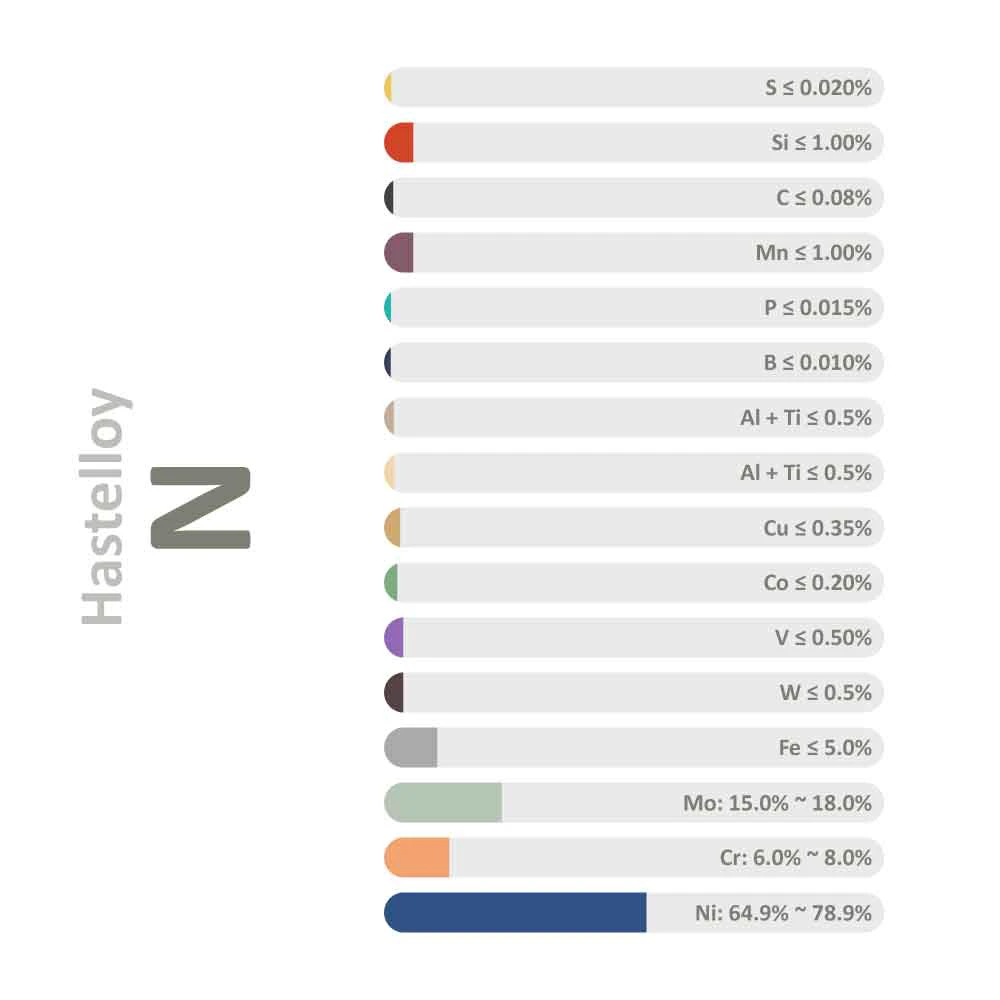
هستلوی N ترکیبی از نیکل، مولیبدن، آهن، کروم و مقادیر کنترلشدهای از عناصر تقویتکننده دیگر است که هدف آن بهبود مقاومت به اکسیداسیون، خوردگی بیندانهای و تخریب حرارتی است.
ترکیب تقریبی این آلیاژ به صورت زیر است:
این ترکیب ساختار مناسبی برای عملکرد بلندمدت در شرایط حرارتی و شیمیایی فراهم میسازد، بدون ایجاد تمایل به رسوب فازهای ناخواسته یا ترکهای ناشی از تنش.
هستلوی N برای کار در دماهای بالا (معمولاً در محدودهی 700 تا 1000 درجه سلسیوس) طراحی شده است. ساختار پایدار این آلیاژ در برابر تخریبهای ناشی از حرارت طولانیمدت (Long-Term Thermal Exposure) مقاومت بالایی دارد.
هستلوی N توانایی بالایی در مقاومت در برابر محیطهای خورندهای مانند فلزات مایع، گازهای اکسنده و ترکیبات شیمیایی با دمای بالا دارد. از جمله ویژگیهای آن میتوان به پایداری در برابر موارد زیر اشاره کرد:
این آلیاژ دارای استحکام کششی بالا در دماهای مختلف و مقاومت مطلوب در برابر خستگی حرارتی است. این ویژگی باعث شده در ساخت قطعاتی که در معرض بارهای مکانیکی و شوکهای حرارتی مکرر قرار دارند، بهکار گرفته شود.

هستلوی N برای تأمین نیازهای مختلف صنعتی، بهویژه در بخشهای ساخت و مهندسی، در قالبهای زیر در بازار عرضه میشود:
صفحات این آلیاژ برای ساخت سازهها، دیوارهها و تجهیزات صنعتی که نیاز به تحمل تنش مکانیکی و حرارتی بالا دارند، بسیار مناسب هستند. فرایند نورد این صفحات بهگونهای انجام میشود که یکنواختی خواص مکانیکی و سطحی در سراسر قطعه حفظ شود.
میلگردهای هستلوی N در قطرهای مختلف عرضه شده و برای تولید قطعات استوانهای، شافتها، قطعات دوار، یا اجزای تحت تنش بالا بهکار میروند. این میلگردها قابلیت ماشینکاری مناسبی دارند و پس از عملیات حرارتی، خواص مطلوبی ارائه میدهند.
در حالی که هستلوی N گاهی در محیطهایی با نمکهای مذاب استفاده میشود، اما دامنهی کاربردهای آن بسیار فراتر از این حوزه است. این آلیاژ میتواند در طیف وسیعی از فرآیندها و صنایع مورد استفاده قرار گیرد، از جمله:
در این موارد، عملکرد بلندمدت هستلوی N و مقاومت بالای آن در برابر تخریب، بهرهوری سیستم را بالا نگه میدارد و از هزینههای تعمیر و توقف تولید جلوگیری میکند.
متالویز تامین کننده انواع سوپرآلیاژها و پلیمرهای صنعتی، آماده تامین هستلوی ان (N) در انواع اشکال میباشد. جهت کسب اطلاعات بیشتر، دریافت مشاوره و یا ثبت سفارش خرید؛ از طریق واتساپ به شماره 09301028199 با کارشناسان ما در ارتباط باشید.

هستلوی N یک سوپرآلیاژ نیکلپایه با مقاومت بالا در برابر دما و خوردگی است که در شرایط محیطی دشوار، عملکردی قابل اطمینان و پایدار ارائه میدهد. این آلیاژ با ساختار پایدار، خواص مکانیکی مطلوب، و قابلیت تحمل دمای بالا، برای صنایع پیشرفته و کاربردهایی که به دوام و مقاومت بالا نیاز دارند، انتخابی ایدهآل به شمار میرود.
با قابلیت عرضه در اشکال صفحه (Plate) و میلگرد (Round Bar)، هستلوی N طیف وسیعی از نیازهای صنعتی را پاسخ میدهد و در پروژههایی که کیفیت و دوام در اولویت هستند، جایگاه ویژهای دارد.